Español
Vistas: 76 Autor: Editor de sitios Tiempo de publicación: 2024-04-24 Origen: Sitio









La aplicación de la tecnología de regulación de velocidad de frecuencia variable en la industria textil es extensa, y su presencia se puede ver en varias maquinaria de hilado y tejido. La aplicación de tecnología de frecuencia variable a equipos textiles no solo puede mejorar la eficiencia de producción y los niveles de automatización, sino también reducir la intensidad de la mano de obra para los trabajadores. Puede mejorar la operación automática de ahorro de energía, aumentar las tasas de ahorro de energía y proporcionar diversas funciones, como la operación continua durante los cortes de energía instantáneos y la aceleración sincrónica y la desaceleración de las velocidades de la cinta transportadora. A continuación se muestran ejemplos de la aplicación de Unidades de frecuencia variable (Vfds ) en la industria textil.

Debido a la posible discrepancia de la velocidad entre la sección de devanado del marco de roe y el rodillo delantero durante el arranque y la detención, puede ocurrir una tensión excesiva o insuficiente en el itinerante, lo que lleva a variaciones en el grosor de los itinerantes. Para mitigar este problema, las medidas preventivas se incorporan al diseño de transmisiones de marco de roving, como reactores, relés de tiempo y embragues electromagnéticos.
Los reactores abordan principalmente el estado trifásico desequilibrado del motor durante el arranque del marco de roving, reduciendo el par de arranque del motor para lograr un arranque suave. Los relés de tiempo y los embragues electromagnéticos, por otro lado, desconectan la torreta del cilindro de devanado durante el apagado del marco de la omisión, deteniendo el devanado del cilindro mientras el rodillo delantero continúa saliendo de color rojo debido a la inercia. Esta disposición permite un cierto grado de relajación entre el rodillo y las alas del huso, evitando la tensión excesiva al reiniciar el marco de los anchos.
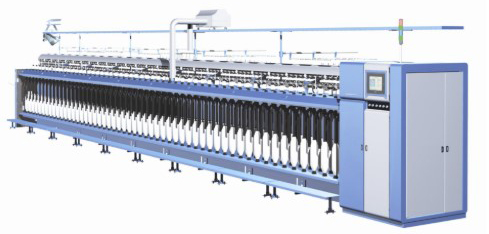
Sin embargo, estas medidas preventivas exhiben inconvenientes significativos en el uso práctico. En primer lugar, los reactores están conectados en serie con una fase del circuito trifásico, aprovechando el principio del desequilibrio trifásico para reducir el par de arranque del motor. Al finalizar el arranque del marco de los itinerantes, el tiempo de retransmisión de tiempo corta los cortocircuitos del reactor para restaurar el motor a un estado trifásico equilibrado e iniciar la operación normal. Cualquier mal funcionamiento en el relé del tiempo puede conducir a una operación prolongada del motor en un estado trifásico desequilibrado, causando sobrecalentamiento y daños. En segundo lugar, el tiempo de desconexión del embrague electromagnético para detenerse está regulado por dos relés de tiempo en coordinación, lo que dificulta controlar el grado de relajación de la omisión. Además, el embrague electromagnético es propenso a la falla. En consecuencia, tales medidas preventivas rara vez se mantienen en la producción real, y la cuestión de las variaciones de ultrero permanece sin resolver. Actualmente, tanto los marcos de roe nuevos y modernizados emplean tecnología de frecuencia variable de CA para abordar este desafío tecnológico. Las pruebas realizadas en el marco de roving FA491 antes y después de la modernización mostraron una reducción del 2-3% en el% de CV del grosor de roving durante la fase de inicio y una disminución de más del 90% en variaciones de omisión.
El marco rojo de alta velocidad FA491 es un nuevo tipo de marco de roving desarrollado en los últimos años en China. Utiliza computadoras industriales, PLC y VFD para controlar cuatro motores, impulsando respectivamente las alas del huso, el rodillo, la bobina y el levantamiento de los tendones del dragón, eliminando los dispositivos de cambio de velocidad de la polea del cono, dispositivos de moldeo y simplificando el mecanismo. Cuenta con alta eficiencia, confiabilidad, bajo ruido, facilidad de operación y mantenimiento. Con una buena adaptabilidad del proceso y descansos de hilo reducidos, logra velocidades de hasta 1500 rpm, incorporando nuevas tecnologías como el diálogo de la máquina humana, el estacionamiento y el posicionamiento automático. Representa un marco rojo de alto nivel.
La máquina de tamaño utiliza tecnología de control de velocidad de frecuencia variable para reducir la aplicación de estructuras y motores mecánicos. En la modernización de la máquina de tamaño de la serie G142, se emplea el control de velocidad de frecuencia variable de CA, reduciendo el primer conjunto de transmisiones mecánicas continuamente variables en el diseño original, al tiempo que elimina un servomotor y un motor de velocidad lenta. Para cumplir con los requisitos del proceso de tamaño, la transformación de la velocidad de lenta a principal y la elevación/desaceleración se modifican en un control de velocidad continuo y sin paso en función de la velocidad del proceso de inicio, lo que permite el ajuste de presión durante los cambios de velocidad para lograr una velocidad de tamaño equilibrada.
La máquina de tamaño de tipo GA308 adopta la unidad distribuida de CA. El canal de tamaño superior, el canal de tamaño inferior y el cilindro de secado son impulsados por motores de frecuencia variable de CA, mientras que el eje de tejido y el rodillo de tracción son impulsados individualmente por motores de frecuencia de servo variable de CA. Emplea un total de 5 VFD, 2 servo controladores, así como sensores para la presión, la temperatura y la recuperación. Controlado por una computadora industrial y un controlador lógico programable (PLC), constituye un sistema de control distribuido. El PLC es responsable de controlar la operación general de la máquina y los parámetros, como la velocidad de recuperación, la temperatura en la cámara de secado y el canal de dimensionamiento, y la presión del rodillo de tamaño. Toda la máquina está bajo el control de la computadora industrial. Con una alta precisión de control, rendimiento estable y baja tasa de falla, esta máquina representa un equipo de alta calidad y de alto nivel.

En el proceso de hilado, es esencial que la transmisión eléctrica de los equipos de procesamiento en el hilado de algodón sea estable, asegurando un funcionamiento suave durante el trote, el arranque y el ajuste de velocidad. Esto garantiza una tensión de fibra uniforme, reduciendo los valores de peso desigual y CV de la astilla. En el sistema de transmisión de equipos giratorios de algodón, los cinturones y los engranajes son principalmente responsables. Sin embargo, debido a la dureza inicial del motor eléctrico, los fenómenos como el deslizamiento de la correa y el impacto en el engranaje ocurren inevitablemente durante el trote y el inicio. Cuantos más engranajes en el sistema de transmisión mecánica, mayor será la probabilidad de daño al engranaje. La aplicación de la tecnología de frecuencia variable de CA puede abordar de manera efectiva estos problemas logrando un inicio suave, eliminando el choque mecánico durante el inicio, realizando la regulación de la velocidad sin pasos, cumplir con los requisitos del proceso de producción y mejorar la calidad del hilo. Al aplicar esta tecnología a los cambios en el recuento de hilos, no hay necesidad de cambiar de marcha o poleas. En cambio, los cambios en la velocidad del proceso del equipo se pueden lograr simplemente ajustando la frecuencia.
Las máquinas tradicionales de cardado a la antigua tienen fallas inevitablemente debido a factores como las limitaciones tecnológicas de la época, los costos de fabricación y la demanda del mercado. Por ejemplo, en el sistema de accionamiento de la máquina de cardado A186D, el embrague electromagnético tiene una alta tasa de falla, lo que a menudo conduce a tiempo de inactividad de la máquina y incendios ocasionales, lo que causa ciertas pérdidas en la eficiencia de producción y la calidad del producto. Se requieren importantes mano de obra y recursos para el mantenimiento y el mantenimiento. Algunas empresas han abandonado el uso de embragues electromagnéticos de la rueda de inercia, lo que conduce a la ocurrencia de astillas y, en casos severos, bordes rotos y redes de algodón rotas durante el proceso de conversión de velocidades lentas a rápidas, lo que afecta la calidad de las astillas. Algunas empresas intentan remediar estas deficiencias de equipos a través de métodos operativos inadecuados, lo que resulta en una gran cantidad de desechos de desechos, lo cual es igualmente indeseable.
El proceso de mejorar el estado de operación de las máquinas de cardado implica varias medidas. Por ejemplo, la máquina de cardado A186D está equipada con motores de doble velocidad, ruedas de inercia y embragues electromagnéticos en el sistema de transmisión mecánica para lograr la elevación y descenso de la velocidad suave. En el diseño de las máquinas de cardado A186E, A186F y FA201, se introduce un elemento de control adicional de la conversión de Delta Star para el motor para mejorar aún más la pendiente de velocidad de elevación y descenso. Las máquinas de cardado FA201B y FA212 adoptan el control de velocidad de frecuencia variable de CA, logrando así un ajuste arbitrario de la pendiente de velocidad y la función variable arbitraria de la velocidad de procesamiento, proporcionando un buen ejemplo para la modernización de las máquinas antiguas.
A través de la modernización del equipo A186D con tecnología de control de velocidad de frecuencia variable de CA, no solo se puede mejorar el rendimiento del equipo y se puede reducir el tiempo de inactividad, sino que también se pueden mejorar la eficiencia de producción y la calidad de las astillas.
La tecnología de control de velocidad de frecuencia variable es una tecnología crucial para la industria textil, especialmente para los equipos textiles tradicionales. A medida que la industria textil de China acelera su proceso de internacionalización, sigue habiendo una cierta brecha en comparación con el nivel avanzado internacional debido a las limitaciones tecnológicas. Para reducir esta brecha, China se ha roto continuamente en la integración electromecánica de la maquinaria textil, aplicando activamente la tecnología de frecuencia variable de CA al control de la maquinaria textil. Existe un esfuerzo concertado para desarrollar excelentes inversores de máquinas textiles y controladores de servomotores de CA con derechos de propiedad intelectual independientes en China, promoviendo vigorosamente la tecnología de automatización industrial.












